Your shopping bag is empty
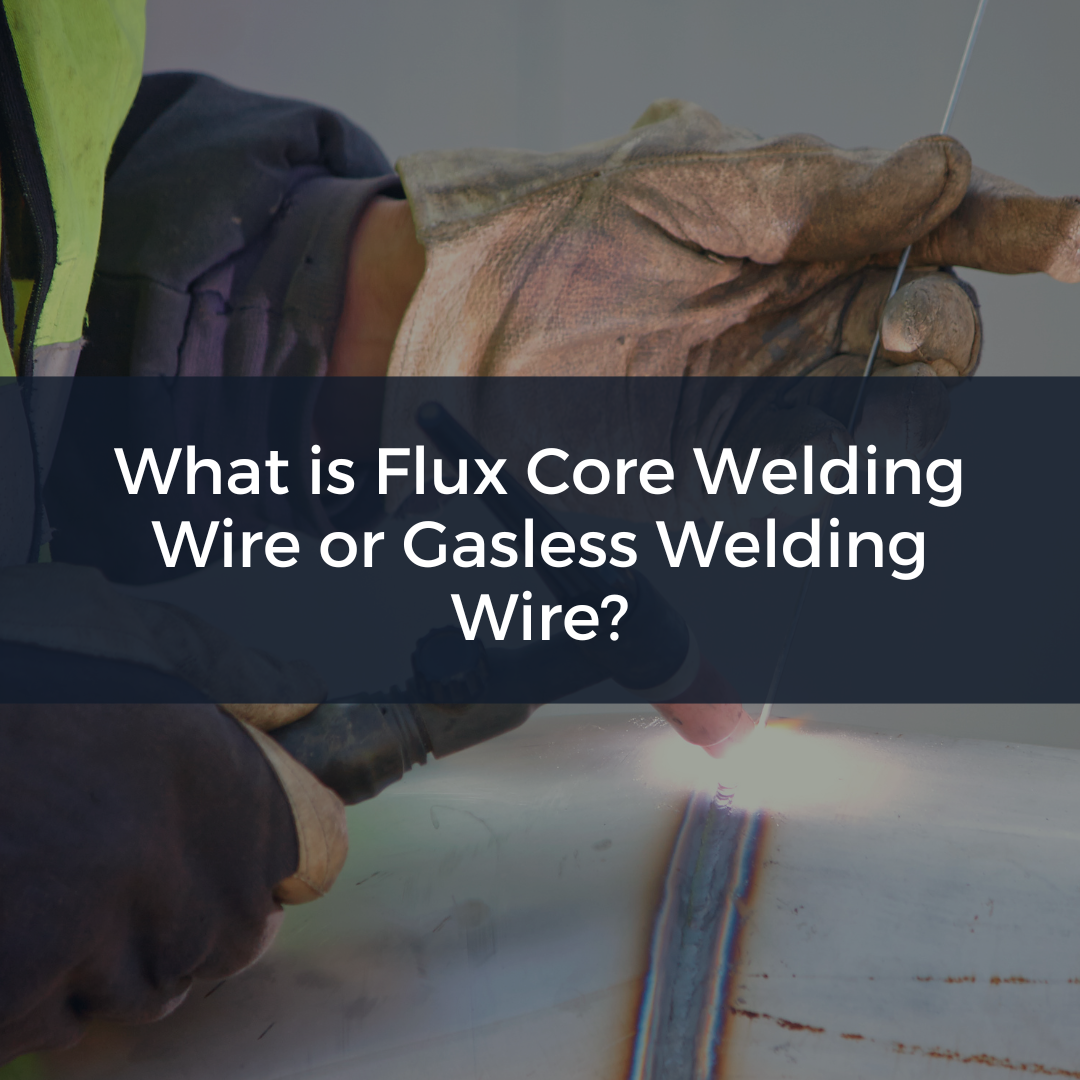
What is Flux Core Welding Wire or Gasless Welding Wire?
- Comments: 0
- Categories: Frequently Asked Questions
Flux Cored Arc Welding (FCAW) Self-Shielded.
The self-shielded flux-cored arc welding process is a development from the shielded metal arc welding.
The versatility and manoeuvrability of stick electrodes in manual welding stimulated efforts to mechanize the process allowing a continuous wire electrode to be used. A continuous electrode would eliminate the welding time lost in changing electrodes and would eliminate the material lost in electrode stubs. The main problem with a continuous coated electrode is to find suitable means of making electrical contact with the core wire and coiling it without cracking the brittle coating. The need for a continuous arc welding electrode led to the development of the self-shielding flux cored wire where the material needed for shielding is contained inside the core of a hollow wire.


The "inside-out" construction of the flux cored wire solved both problems. Continuous electrical contact can be made with the wires at any distance from the arc and they can be coiled and packaged on any of the standard spools used for filler wire. The outcome of these efforts was the development of the semiautomatic and full-automatic processes for welding with continuous flux-cored tubular "wires". Such wires contain in their cores the ingredients for fluxing and deoxidizing molten metal and for generating shielding gases and vapors and slag coverings.
In essence, semiautomatic welding with flux-cored wires is equivalent to manual shielded metal-arc welding with an electrode several feet long instead of one of a few inches. By the press of the trigger completing the welding circuit, the operator activates the mechanism that feeds the wire to the arc. He uses a welding gun instead of an electrode holder, but it is correspondingly light in weight and easy to


In the flux-core arc welding process, partial shielding is provided by vaporization of ingredients of the flux, which form a protective gas covering of the weld pool. When molten weld metal is transferred across the arc, it may not be completely covered by molten flux since the metal surrounds the flux, as both are heated. This means that some oxidation and nitrogen pickup may occur before the metal enters the weld pool. However, as opposed to the gas-shielded flux cored process, the self-shielded flux-cored process does not depend on gas shielding, it can operate satisfactorily outdoors where strong air currents are encountered.
The self-shielded flux cored process is characterized by
Arc Welding (GMAW) can in most cases also be used for Self Shielded Flux Cored Arc Welding with small modifications (wire feeder rolls should be knurled, insulation nozzle instead of gas nozzle etc.).
Wires for self-shielded flux cored arc welding are available in standard sizes from 0.9mm in mild steel.
YOU MIGHT ALSO LIKE
MIG Welder: Everything You Need To Know
- Nov 01,2023
- 0
MIG Welder: Everything You Need To Know - A Comprehensive Guide to Machines, Techniques, and ...
How does gasless MIG welding work?
- Jun 21,2023
- 0
Gas vs. Gasless MIG Welding: What’s the Difference? How does gasless MIG welding work? Intro...

Pinnacle MIGARC 195 MIG Welding Machine User Guide
- Apr 24,2023
- 0
Introduction: The Pinnacle MIGARC 195 is a versatile MIG welding machine designed for a wide ...



